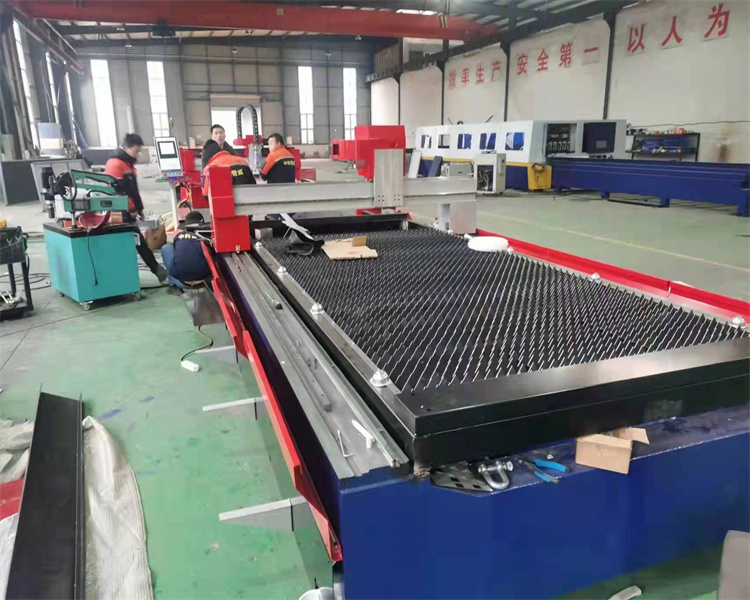



自动切管机的检查方法和步骤

金牛大型切管机销售
1.全自动切管机表面预处理:采用喷砂去除表面氧化皮等杂质,弯管外表面达到标准规定的Sa2级。
2.无损检测:
1)每条弯头焊缝应进行100UT或RT检测,焊缝修补应进行RT检测。符合标准的要求。
2)坡口加工完成后,应对整个接管及接管始端100mm长的焊缝进行磁粉或渗透检验,等级为I级合格。
3)对每个弯头外弧两侧90°弧面进行磁粉或渗透检验,缺陷深度不超过壁厚的5%。
4)从每个弯头的外弧侧开始,壁厚基本不变,中性面45°范围内的管体横向裂纹缺陷,应用超声波探伤检查。
5)按SY/T6423.5或SY/T6423.6检测弯管分层曲线,符合标准要求。
6)剩磁:按有关规定检查退磁,剩磁不超过15Gs。
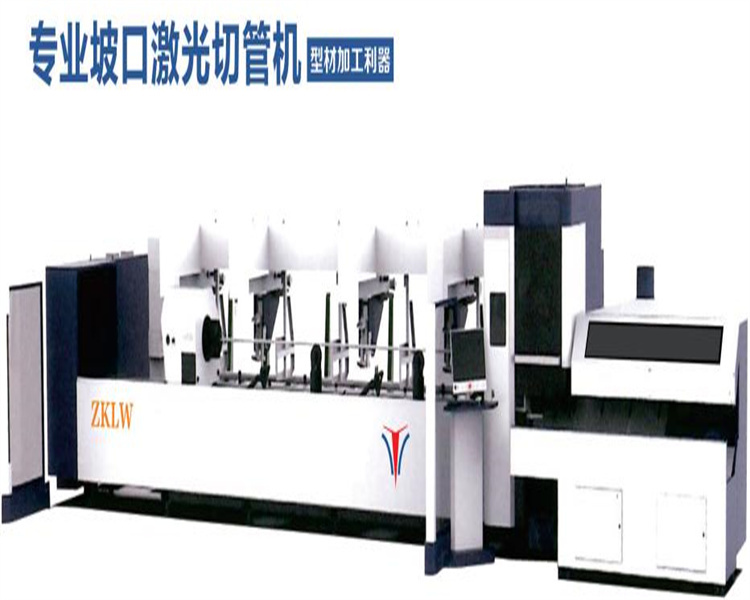
四川管机销售
3.外观检查:
1)没有裂纹、过热或过烧;表面无硬点;
2)内外表面是否光滑,有无尖锐刻痕、脱层、刻痕、伤痕、裂纹、褶皱、撕裂、裂纹、裂缝等缺陷。
3)自动切管机的管体上不允许有深度超过3.15mm的凹坑,焊缝上不允许有深度超过1.5mm的凹坑,不允许用锤击法修补凹痕。